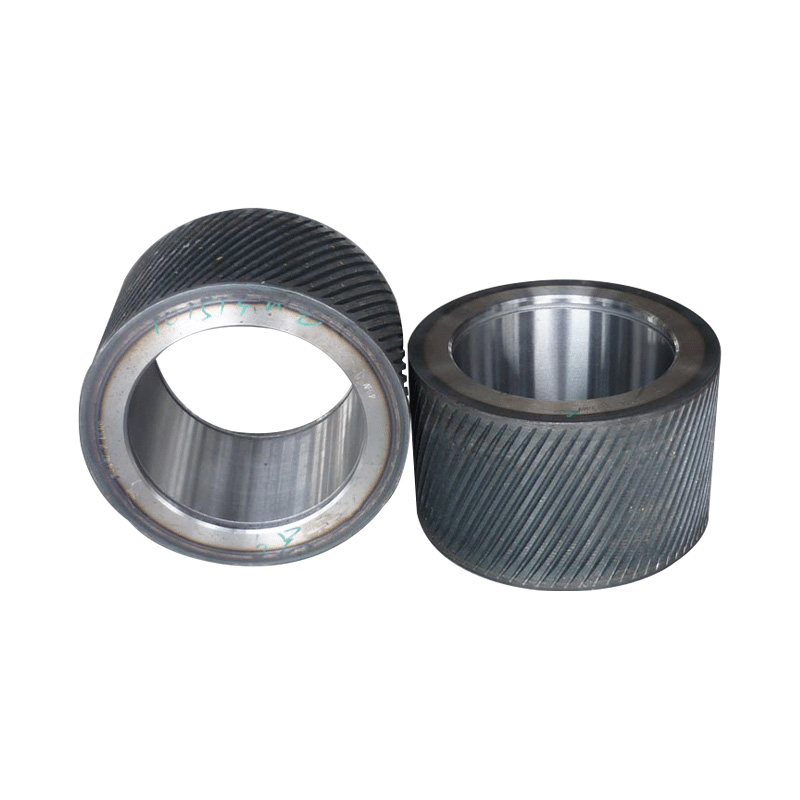
Кольцевая матрица для гранулятора биомассы и удобрений



Наши кольцевые матрицы для грануляторов биомассы и удобрений изготавливаются из высококачественной легированной стали или высокохромистой нержавеющей стали. Они обрабатываются с помощью ковки, токарной обработки, сверления, шлифовки, термообработки и других процессов. Благодаря строгой системе управления производством и контроля качества, твердость, однородность и чистота отверстий в матрицах наших кольцевых матриц отличаются высоким качеством. Мы не только увеличиваем срок службы кольцевых матриц, но и улучшаем внешний вид и текстуру экструдированных гранул, что обеспечивает гладкую поверхность, однородность гранул и низкий процент измельчения сырья.


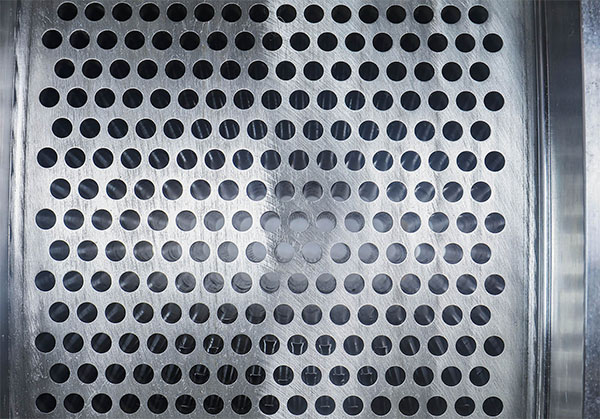
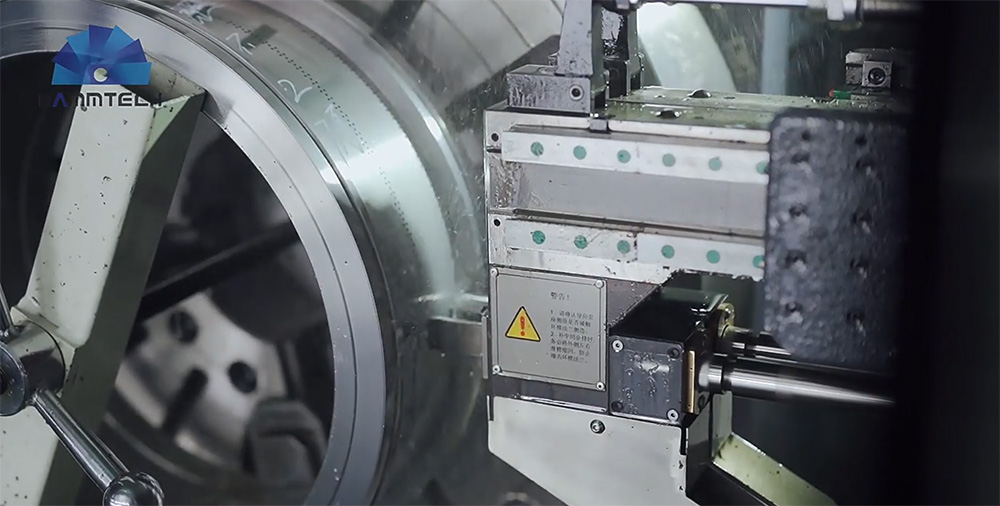
Для обработки отверстий в штампах используется современное немецкое оборудование для глубокого сверления, инструменты и программное обеспечение.
Отверстия в кристалле расположены с высокой точностью.
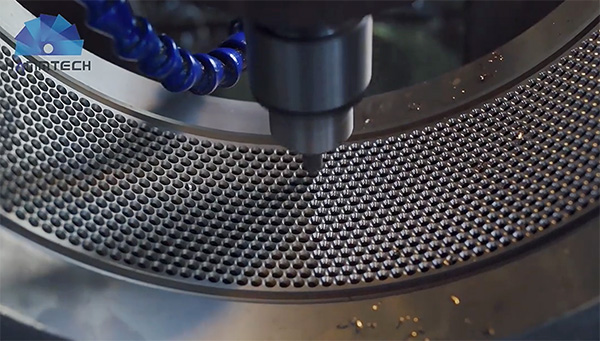
Высокая скорость вращения, импортные инструменты и охлаждающая жидкость обеспечивают необходимые условия процесса бурения.
Небольшая шероховатость обработанных отверстий матрицы обеспечивает высокую производительность и качество гранулирования.
Качество и срок службы штампов гарантированы.
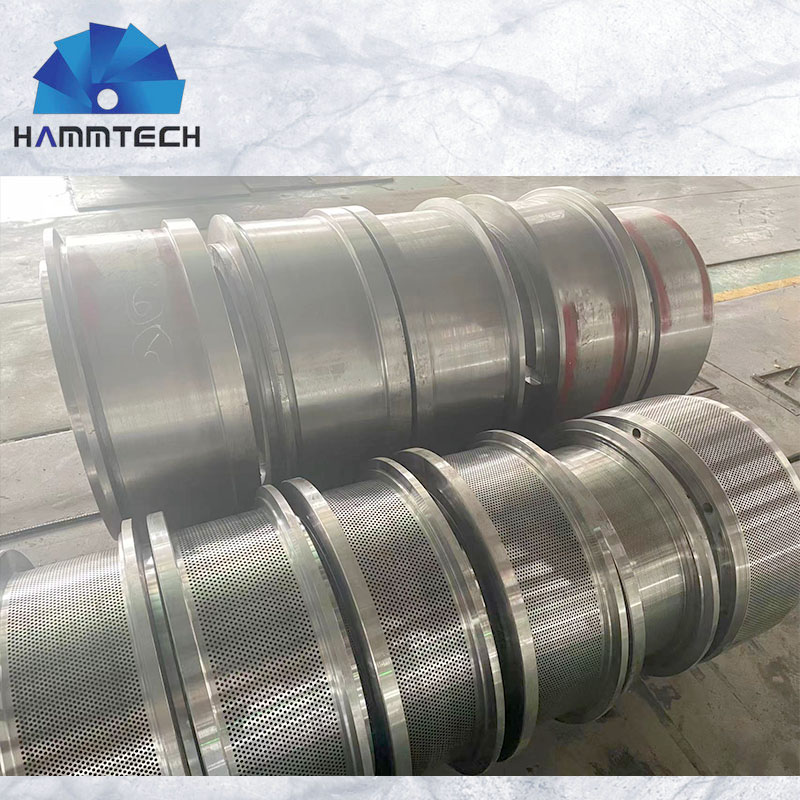
Ковка сырья —Грубый поворот —Незаконченная токарная обработка —Сверление отверстия —Шлифовка внутреннего отверстия
Нарезное отверстие —Фрезерование шпоночных пазов —Термическая обработка —Завершить вращение —Упаковка и доставка
Как обслуживать и проверять кольцевую матрицу?
А. Ролики должны быть правильно отрегулированы, убедитесь, что входные отверстия не повреждены в результате контакта с роликами или попадания посторонних металлических предметов.
В. Материал должен быть равномерно распределен по всей рабочей зоне.
C. Убедитесь, что все отверстия работают равномерно, при необходимости прочистив засорившиеся.
D. При замене штампов тщательно осмотрите состояние посадочных поверхностей штампов и систем крепления, включая воротник, зажим или износостойкое кольцо.